加熱の際の時間に対する温度の変化が加熱速度です。
熱処理では、冷却速度は重要ですが、それと異なり、加熱速度を ℃/分や℃/秒 … などの数値で表現する事はほとんどありません。
急速な加熱をすると、品物各部の温度差が生じて「変形」が生じやすいので、そうならないように、「ゆっくりと加熱する」という程度の表現をされます。
このように、一般熱処理では特に、速く加熱する必要はありません。
しかし、ゆっくりすぎる加熱は、経済的な無駄もあるので、変形が少なくする必要がある場合は、焼入れ温度まで一気に加熱しないで、予熱などをとって、段階的に加熱する方法などで、変形を考えながら、効率よく昇温する方法がとられています。
品物を冷やす際の冷却速度については、焼入れ時の硬化程度や、完全焼なましにおける軟化の程度に関係するために、下のCCT曲線のように、「連続冷却速度」が示されます。
しかし、加熱速度については、特にそれを明示されることや図表などはほとんど見当たりません。
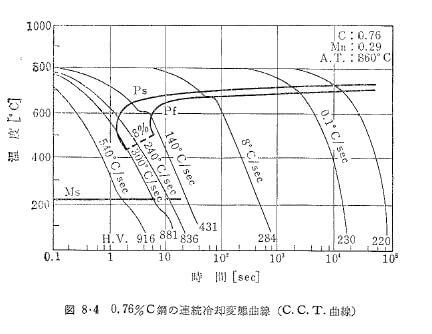 CCT曲線の例
CCT曲線の例
このことから、昇温時に注意する点は「変形防止」を重点に考えるといいでしょう。
加熱時の変形要因は、熱偏差による膨張による変形と、変態による体積変化による変形が合成されて熱処理する品物に変形が生じます。
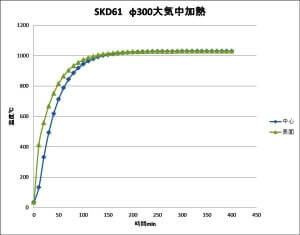 加熱時のシミュレーション例
加熱時のシミュレーション例
これは、太径300mmの丸棒を1030℃の焼入れ温度まで加熱した場合をコンピュータシミュレーションした例ですが、鋼材表面と内部の加熱速度の差が大きいと、この場合の例では、表面と内部の加熱途中の温度差は200℃以上になっています。
品物が大きく、異型のものでは、各部の温度差が生じると、熱膨張による変形が生じます。
そこで、できるだけ熱処理加熱時の変形を小さくするためには、ゆっくり昇温するのが望ましいということになります。
また、焼入れなどの加熱では、変態点(750-800℃程度)で組織変化による寸法変化が加わるために、その変態温度付近では、ゆっくりとした昇温が望ましく、大きくて形が単純でない品物を加熱する際は、800-900℃の温度で「予熱」をすることなどで、段階的に昇温することが行われます。
鋼の変態点は、品物を昇温するとき、その昇温速度が早くなるにつれて「変態点」が上昇します。
平衡状態図では730℃付近にあるA1変態点は、ソルトバスなどで急速に加熱すると、800℃以上に上昇します。
このため、予熱温度については、(段階が多いほどいいのですが)通常は、変態点の上下付近の温度で1段だけの予熱をする場合が多く、その温度を800-850℃程度に設定することが多いようです。
ただ、ゆっくり段階的に昇温して、品物各部の温度差を少なくした加熱をさせることが望ましいのですが、時間がかかるなどの「経済的な問題」もあるので、いろいろな工夫をして、変形が少なくて、そして、効率的に昇温させる方法が行われていると言っていいでしょう。

