鉄鋼の熱処理で言う「オーバーヒート」は、焼入れの際に目的温度を超えて加熱することですが、これは慣用的な言い方です。
「過熱(かねつ)」ともいいます。
焼入れで必要以上の高い温度に加熱すると、鉄鋼組織が変化し、硬さの低下や耐衝撃性の低下など、本来の機械的性質などが得られなくなるので注意が必要です。
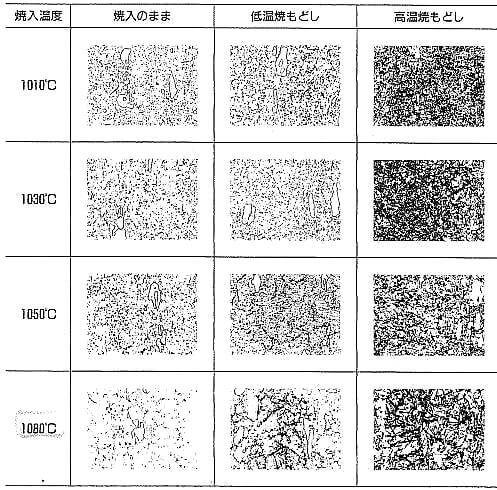
この写真は、大同特殊鋼DC53(8%Cr冷間工具鋼)さんのカタログに掲載されているものです。
この鋼種の標準焼入れ温度は1020℃程度ですが、それに対して焼入れ温度を変えた場合の顕微鏡写真を比較しています。
この鋼種は、1050℃までは許容加熱範囲とされており、1010℃~1050℃の写真では顕著な変化は見られませんが、それを超える1080℃を見ると、焼入れのままの組織では白い部分が増えており、低温焼戻し組織では、結晶粒界がはっきりしています。
これは、高温になった結果、「残留オーステナイト」が増えて、さらに、微細な炭化物がマトリックス(素地)に溶け込んでしまっており、結晶粒の粗大化も見られる状態です。
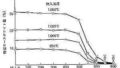
こうなると充分な硬さが出にくくなってきますし、高温焼戻し時のシャルピー値低下などが生じます。
また、500℃以上の高温焼戻しでは焼入れ時の残留オーステナイトの分解で硬さの上昇(これを「2次硬化」といいます)があるのですが、焼入れ温度が高いと結晶粒が大きくなってしまうとともに、結晶粒界への2次炭化物の凝集(濃い線が見える)がみられます。
ここでは衝撃値のデータが示されていませんが、こうなると、シャルピー値は低下しているでしょう。
メーカーカタログやJIS規格などには「標準焼入れ温度」が示されていますが、必要硬さが得られるのであれば、その温度範囲の低めで焼き入れるのが望ましく、このDC53では、1030℃以上の焼入れ温度にする場合は注意が必要です。
メーカーによっては、「耐摩耗性が必要な場合は高めの温度に … 」としている場合があります。
しかし、耐摩耗性を高めるための硬さがほしいというのなら、焼戻し温度を変えて硬さを上げれば済むことです。
だから、焼入れでは、結晶粒を粗大化させるような、高めの焼入れ温度にすることは避けるべきです。
また、焼入れ温度を高くすると、残留オーステナイトが多くなる鋼種も多いので、これも、適正温度内であっても、高めの温度を選ばないのが賢明です。