 熱処理の話題
熱処理の話題 鉄鋼の焼なまし|5分で知る基礎の基礎
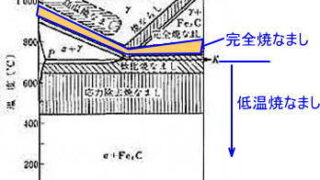
焼なましは硬さの低下(軟化)や残留応力の除去や、織の調整の目的などで行われます。焼なましの方法で、それぞれ呼び方が異なります。一般的には鋼を軟らかくするための熱処理のうち、十分に硬さを下げる「完全焼なまし」を指すことが多いでしょう。
熱処理の話題  熱処理の話題
熱処理の話題  熱処理の話題
熱処理の話題  熱処理の話題
熱処理の話題  熱処理の話題
熱処理の話題  熱処理の話題
熱処理の話題  熱処理の話題
熱処理の話題  熱処理の話題
熱処理の話題  熱処理の話題
熱処理の話題  熱処理の話題
熱処理の話題