焼入れなどで硬化した部分を硬化層といいます。
たとえば、焼入れによる硬化層は「焼入れ硬化層」、浸炭によるものは「浸炭層」、窒化によるものは「窒化層」などといいます。
もちろん、浸炭後は焼入焼戻しをしますので、「浸炭硬化層」といわれることもあります。
これらは素地に対して「硬化した部分」ということですが、かなり曖昧な言い方です。
このあいまいな表現に気をつけましょう
こらは、問題を起こしやすい言い方です。
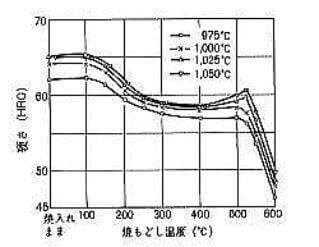
例として、表面熱処理の高周波焼入れの硬化深さや硬さについて取り上げます。
JIS G 0559には、「表面焼入れに関する硬化層の測定方法」などが示されています。
しかし、JIS規格を読むだけではわかりにくく、たとえば、高周波焼入れをしたものを、最終段階で仕上げ研磨をしたところが、その表面の硬さが出ていない … ということが問題になることがあります。(もちろん、JIS規格にはきっちりとした書かれていますが … )
これは、高周波焼入れの「硬さ」について、熱処理を依頼する側と加工する側での、「硬さに対する受け取り方が食い違っている」ために起こるようです。
例えば、熱処理の要求が硬化深さ1.5mmで60HRC以上の硬さだったのが、0.5mm研磨したところが、58HRCの硬さになっている … というような問題です。
これは、加工者から言えば、後で触れる「有効硬化層の限界硬さ」の規定から言って、問題になることではありません。
そうなると、依頼者側に問題ということになりますが、実際には、JISに規定されていることを理解するのも難しいのです。
だから、これを依頼者の無知とするにも問題があります。これを少し説明します。
熱処理依頼時にしっかりと打ち合わせをするのが無難
熱処理の硬さ検査は、通常は「測定できる部分の表面硬さ」の検査をするだけです。
表面硬さ以外の内部硬さなどは、測定が簡単でないので、検査をすることはほとんどありません。また、検査を要求すると、費用を負担しなければならないかもしれません。
それらもあって、一般熱処理でも表面熱処理でも同様で、通常は、熱処理検査では、測定可能な部位の表面硬さしか測定しません。… ということをまず知っておいてください。
そしてもちろん、一般の品物は、熱処理後に表面を研磨などで仕上げの加工をして製品になります。
つまり、空気焼入れ鋼などの非常に焼入れ性のいい鋼種を除いて、特に構造用鋼などの多くの鋼種では、内部に行くほど硬さが低下しています。
そのために、高周波焼入れや浸炭焼入れなどの表面熱処理のJISの考え方では、「有効硬化深さ」「全硬化層深さ」「最小表面硬さ」「有効硬化層の限界硬さ」が規定されています。
これが曲者です。
硬さについて事前に理解するように定めてあるのですが、これらは、理解しにくく、一回見聞きした程度わかりにくいもので、しかし、これを理解していないと問題が発生します。
特に、最後の「有効硬化層の限界硬さ」は「表面硬さx0.8」ということになっている … となっているのに要注意です。
つまり、決められた硬化層の範囲でも、すでに、要求する硬さにはなっていないというのです。
このことでさえも、問題が起きやすいのです
例えば、焼入焼戻し後に、60HRCの硬さがほしい … といっても、JISの定義では60x0.8=48HRC の有効硬化層の硬さとなります。
表面が60HRC以上あって、指定した硬化層深さがある … と言っても、その深さでの硬さは48HRC以上であることしか保証されていないということなのです。
言い換えると、材質的な問題や、熱処理上の問題で、内部において60HRC以上を保証することができないので、このような暫定的な考えをしておいてください … ということです。
このことは、依頼者と加工者(熱処理会社)の硬さについての思惑自体が違っていますので、これによって問題になる可能性が高いのです。
一般に高周波焼入れ(熱処理)を依頼する場合は「有効深さ」「硬さ」を指定する場合がほとんどです。
そして、この場合は、依頼する側は「有効硬化深さ」「最小の表面硬さ」を要求していても、高周波焼入れにおいては、指定した硬さが有効硬化深さの位置で保証されているのでもない … ということになっているのです。
つまり、JISの規定では、「表面硬さは60HRC以上、硬化深さは2mmほしい」と要求しても、2mmの位置では60HRCは保証されていない … ということですから、これらのJISの文言はよく理解しないといけない部分とは言うものの、納得しにくいかもしれません。
加工する側は「1.5mm深さ位置では60HRCを得るのが難しい」という技術的問題と、内部の硬さを簡単に測定できないという問題が勘案されてこのような規格になっています。
ここでは用語の説明が主体なので、これ以上の詳しい説明はしませんが、熱処理的にも(装置の特性からも)S45CやSCM435などの構造用鋼の高周波焼入れで、2mmの深さ位置で60HRC硬さを保証することは非常に難しいことです。
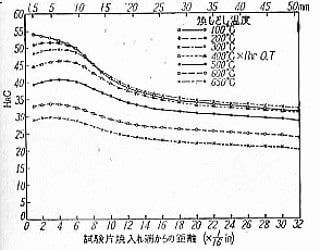
だからもしも、その2mm入った位置での硬さを知りたい場合は、JISでは、「硬さ推移曲線によって測定する」… ということになっています。
そうはいっても、それを検査(確認)しようとすると、手間や費用がかかります。
JIS規格は、そのような言い方で逃げてしまっていて、いい加減な感じがしますが、測定が困難なので、規格としては、これが精いっぱいなのでしょう。
でも、JIS認定工場などのしっかりした企業では、各鋼種における技術データなどが整備されているので、事前に打ち合わせすれば、内部硬さの推定などはできるようになっています。
このような、熱処理後の仕上げをしたときの表面硬さが曖昧というのは困った問題ですが、高周波焼入れの工場では、焼入れ周波数や鋼種の硬さについて、過去の実績などで把握しています。
だから、事前に打ち合わせすれば問題は起きません
打ち合わせに基づいて、仕上げシロを少なくしたり、焼入れ方法を工夫(例えば、周波数を変えたり、冷却液を変える)して、削り込んだ時の表面硬さを確保すればいいのです。
これについて考えてみると、私は「焼いてみなければわからない」という言葉が頭に浮かびます。
熱処理業者からは、「安い価格で熱処理をしているのだし、お客さんの要求に沿うのは本質的に『無理』なのに、勝手なことを要求してくる … 」と、無理な要求を避けたいでしょう。
そして反対に、注文する側からみれば、「そんないい加減なことしかわからないのか … 」ということになります。
でもこれは、鋼材の成分などもあって、双方が納得できない点が残るのはある程度は避けられないので、機械などの設計者は、この硬さについてしっかり理解しておかないといけません。
硬化深さ(→こちら)の記事も参考にしてください。