ソルトバスを使って行う、恒温処理の一つです。
ソルトバスなどの恒温槽を用いて焼入れするとき、パーライト組織が出ないように、パーラートノーズ温度以下からマルテンサイト化温度までの温度に急冷して、その温度で時間の保持をして、ベイナイトなどの組織に変態させる熱処理法を「オーステンパー」といいます。
低合金鋼では、この熱処理をすることで、強靭性が高くなる効果があるという結果が報告されています。
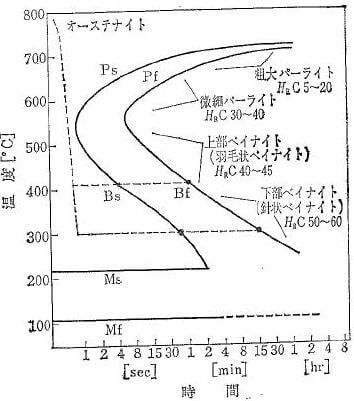
この図は共析鋼での恒温熱処理の説明用の特殊な図で、S曲線といわれる「恒温変態曲線」に、焼入れ操作中の温度時間推移を書き加えた図です。
この図では、品物の焼入れ温度の800℃から点線のように300℃や410℃のソルトバス中に焼入れし、その温度で保持して変態を完了させると、ベイナイト組織になり、その後に空冷して硬さを測定すると、パーライトではない、ベーナイト組織になって、温度によって硬さや組織が違うものになることが示されています。
オーステンパーとは、このように、ソルトバスなどを用いて、恒温で変態させる方法を利用して、均一なベイナイト組織にして、硬さやじん性を調整する方法です。
上図のS状の左に飛び出した部分を「パーライトノーズ」と呼び、この処理では、それにかかるような「遅い冷却」になると、パーライトの柔らかい組織が生じるため、冷却中にその線にかからないようにノーズの温度以下に素早く冷却する必要があります。
この図では、パーライトノーズにかからないように冷却するには、ノ-ズの温度(550℃)までを1秒程度で冷やす必要があるので、小さな品物でないとこの処理はできないということになりますが、高炭素鋼や合金鋼ではパーライトノーズが右側の長時間側に寄るので、オーステンパー処理がやりやすくなります。
オーステンパーをすると、通常の焼入れ組織とは違った組織が得られるのですが、これをすることによって、通常の焼入れ以上の、一定の優位な性質がえられるというものではありません。
ただ、恒温に保つ温度の違いによってベイナイト組織は変化し、温度が低めになるほどマルテンサイトの性質に似てきますから、組織などの調整を保持する温度を変えることでできるという利点があります。
しかし反面、鋼種によって組織の状態が変わりますし、焼入れ性が良い鋼では、等温変態に時間がかかるようになる傾向になって、非効率になります。
そのこともあって、完全に等温で変態するまで保持するのではなく、目的組織になるように、適当な温度に適当な時間を保持してから、その後に空冷するなどのいろいろなバリエーションによる処理も行われますが、その効果や実態は、あまり公表されておらず、よくわからない状況です。
しかし、この方法は、鋼材の焼入れ性によらない組織を調整できる方法ですので、通常の焼入れ焼戻しとは異なる機械的性質が得られる可能性はあるでしょう。
これらの恒温処理では、面白い結果が得られる可能性が秘められています。(あるかどうかも未知数ですが)
また、ソルトバスを利用したその他の恒温処理には、マルテンサイト化温度域付近で熱処理の操作をする「マルクエンチ」や「マルテンパー」などがあります。
これらに加えて鋼種の検討をしていくと、何らかの特性を持った品物ができる可能性もあるかもしれません。
恒温槽を用いないでできないか?
恒温処理を行おうとすると、通常の熱処理炉(油冷や空冷装置の炉)では品物全体の温度や時間のコントロールが難しいのですが、ソルトバスではない設備でこのような特殊な熱処理の検討(実施)はあまり進んでいません。
しかし、熱間圧延などの工程に組み込んで恒温処理する方法などが行われています。
恒温を得るためにはソルトバスのような設備が適していますが、ガス冷却雰囲気炉などで、擬似的にこれを行うことで、じん性の向上や焼入れ歪の調整などを行うことの可能性も検討すれば面白いのかもしれません。
これについては、検討されているような事も聞きますが、本格的に研究すれば面白いい結果が出るかもしれません。
熱浴焼入れとオーステンパーの違い
高速度工具鋼の焼入れで550℃程度の熱浴(ソルトバス)に焼入れする方法を、慣用的に「オーステンパー」と称する人もいるようです。
しかしこれは正しくはありません。
つまり、焼入れ性の良い鋼種のS曲線が、500~550℃程度では長時間側によっていて、等温保持しても変態しないことを利用して、品物の温度を均一にするためにソルトバスを使っているもので、通常は、温度が均一になった後に空冷してマルテンサイト変態させる熱処理操作なので、これは、オーステンパーではなくて、「熱浴焼入れ」と呼ぶのが適当でしょう。