鋼の組織調整と軟化のための熱処理方法の一つです。
これは、焼なまし温度に加熱後に、冷却する時に、パーライトが生成しやすい温度で保持して、等温変態(恒温変態)させ、その後は空冷する焼なまし方法をいいます。
「サイクルアニーリング」とも呼ばれる焼なましの方法です。
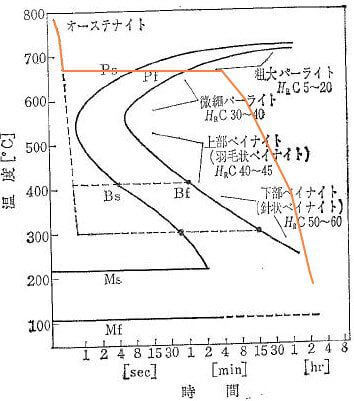
この図はオーステンパーの恒温熱処理を借用して、そこに等温焼なましの温度線を書き加えたものです。
オーステンパーは、点線で表した線のように、550℃付近のパーライトノーズにかからないように、それ以下の温度に急冷し、その温度を保って変態を完了させて、じん性の高いベーナイトなどにする方法です。
それに対して、この等温(恒温)焼なましは、パーライトノーズ以上の高い温度で保持して、Ps→Pfで生じる、硬さのやわらかい「パーライト」に変態させる方法です。(この図のオレンジの線)
擬似的な等温処理
この等温焼なましを、急冷や等温(恒温)処理で厳密に行おうとすると、ソルトバスなどの恒温槽を用いた処理になります。
上図のように、高温変態させる温度が高いほど、鋼は柔らかい状態になりますが、変態が長時間側に移行するので、処理時間がかかります。
時間短縮のために、擬似的に、オーステナイト温度から空冷して、一定温度に炉の温度調節をして、その温度に保持する操作でも、この処理を行うこともできます。
ただ、この図のように、低合金鋼では、恒温変態に要する時間は比較的少ないので、実際に熱処理をするのは時間短縮になります。(この図では1分程度)
しかし、焼入れ性の良い鋼種では、この変態線が右側に移行するので、長時間の処理が必要になって、時間がかかりすぎるという問題がでてきます。
そのこともあって、「等温」ではありませんが、オーステナイト化した温度からA1変態点の直下温度までゆっくりと炉の温度を低下をさせて、その後にごく遅い炉中冷却(またはゆっくり温度を下げるコントロールをするなど)で、粗大パーライトに変態させるなどの擬似的な方法で軟化させる時間短縮なども考えられます。
この図では、温度が水平になっている部分でパーライト変態が「Pf」で完了しているので、その後は図のオレンジ線のように空冷しても、鋼は硬化することはありません。
それによって、熱処理時間が短縮ができます。
ただ、高合金鋼など焼入れ性の良い鋼種では、S曲線も複雑ですし、さらにS曲線自体も未知の鋼種も多いので、この図のように単純に効率よく処理ができるとは限らないので、やろうとすると検討が必要ですし、そんなに簡単にいくかどうかは未定です。(私はやったことはありません)
この等温焼なましの主目的は「軟化」させることですが、理論通りにやるのは大変です。
高炭素で高合金の鋼では、それらの鋼のS曲線は焼入れ性の低い炭素鋼や低合金鋼と違って、右側(長時間側)になっています。
そのために、恒温変態をさせようとすると、かなり長い時間が必要になります。 そうなると、普通には、完全焼なましどのほうがやりやすいでしょう。
また、高合金鋼では、ベイナイト変態もある鋼種もあります。
ベーナイト変態線がかなり長時間側によっていると、パーライト変態完了後の冷却中(空冷中など)に、品物が低温域担った時にベイナイト変態などが起こって、硬さが上昇する可能性もでてきます。
普通は、このような高炭素・高合金鋼の鋼種は、通常の完全焼なましで比較的簡単に球状化が進むので、このような等温変態処理はよくわからないところもあります。
だから、普通は、徐冷しながらパーライト変態を起こす方法(つまり、完全焼なまし)のほうが確実で実用的でしょう。